塑料模具钢
发布时间:2024-06-06
简介
宝武特冶模具钢采用电炉真空脱气/电渣重熔、高温均质化/超细化处理、组织预硬化处理等先进制造装备和工艺,生产的热作模具钢系列化产品具有优良的化学成分配比、显微组织及合金碳化物分布均匀,抗热疲劳性能强,使用寿命长等特点,实现了与国外一流特钢企业同等的质量状态和标准交货,产品质量与进口模具材料相媲美。
产品大纲
| 宝武特冶SW系列 | 日本牌号 | 德国牌号 | 美国牌号 | 规格范围(mm) | 出厂状态EXECUTION |
SW718.TS | HPM7 | XPM |
| 厚度100-910,宽度360-1500 | 预硬态;30~34 HRC 或 34~38HRC或 协议 |
SW718H-P | PX5 | 1.2738 | P20+Ni | 厚度100-1200,宽度360-1600 | 预硬态;30~36 HRC或 协议 |
SWP20H | PX-4 | 1.2311 | P20 | 厚度100-610,宽度360-1600 | 预硬态;28~34 HRC或 30~36 HRC或 协议 |
SW318H |
| 1.2738 | P20+Ni | 厚度100-610,宽度360-1600 | 预硬态;28~34 HRC或 协议 |
SW218H | ST18D | 1.1730/SPM1 | 1055 | 厚度100-1200,宽度100-1600 | 退火态;188~255 HBW 或 协议 |
SW2738 |
|
|
| 厚度100-600,宽度300-1200 | 退火态;280~325 HBW 或 协议 |
SW1.2343M | SKD6 | 1.2343 | H11 | 厚度300-650,宽度600-1200 | 退火态;≤229 HBW |
SW4Cr13 |
|
|
| 厚度200-350,宽度900-1650 | 退火态;≤229 HBW |
SW333 | — |
| — | 厚度100-200,宽度200-800 | 退火态;≤269 HBW |
SWS7MOD | — |
| S7 | 厚度100-300,宽度200-400 | 退火态;≤229 HBW |
SW136 | SUS420J2 | 1.2316/ S136 | 420Mod | 厚度100-350,宽度200-600 | 退火态≤255 HBW;或预硬态30~36HRC或协议 |
典型案例 —— SW718.TS高端塑料模具钢
产品特点
硬度均匀,抛光性能出色;
材料偏析极少,化学蚀花均匀性极佳;
导热性能优越,提高注塑生产率;
优异的焊接性能,使模具焊补趋于理想化;
机械加工性能良好。
产品用途
家电及办公塑料制品模具,如:空调外壳、冰箱抽屉、洗衣机面板及复印机等
汽车内饰件塑料模具,如:保险杠、仪表盘、内饰门板、车灯等
化学成分
SW718H.TS | C | Si | Mn | Cr | Ni | Mo | V |
0.26 | 0.30 | 1.30 | 1.40 | 1.00 | 0.50 | 0.08 |
制造工艺
电炉冶炼(EF)→钢包精炼微调成分(LF)→真空脱气精炼(VD)→氩气保护浇锭→多向锻造(凹型锻造)→正火+扩氢退火热处理→超声波预探伤检测→淬火+回火预硬化热处理→成品检测→合格标识入库。
供货状态
| 厚 | 宽 | 长 | 硬度范围 | 备注 | |
≤1200mm | ≤1500mm | 不限制 | 30~34HRC | 34~38HRC | 可成型锻造 |
产品性能
纯净度
| A类(硫化物) | B类(硫化物) | C类(硅酸盐) | D类(氧化物) | ||||
细≤1.5 | 粗≤1.0 | 细≤2.0 | 粗≤1.5 | 细≤1.0 | 粗≤0.5 | 细≤2.0 | 粗≤1.5 |
物理性能
| 线膨胀系数10-6m/m℃ | 20-100℃ | 20-100℃ | 20-300℃ | 导热率 | 20℃ | 350℃ | 700℃ |
11.9 | 12.5 | 13.1 | 38.2 | 41.4 | 39.5 |
热加工温度
| 钢锭均匀化加热 | 锻造 | 预硬化淬火 | 预硬化回火 |
1190~1230℃ | 1050~850℃ | 870~890℃ | 560~680℃ |
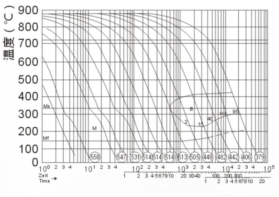
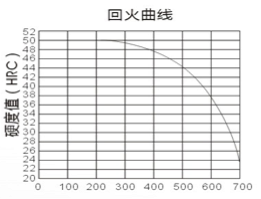
热处理
| CCT转变曲线 | 回火曲线 |
|
|
实物质量特性检验 | |
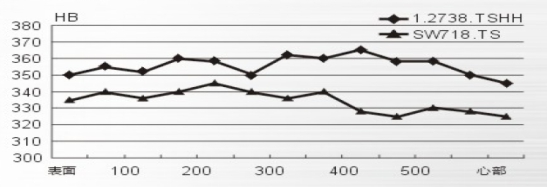
硬度均匀性 | |
以厚度中间部位取料,沿宽度方向测试硬度,测试方法符合GB/T 231 金属布氏硬度试验方法,原材料规格:710×1260mm,对比材料为德国 Buderus 1.2738.TSHH。 | |
| |
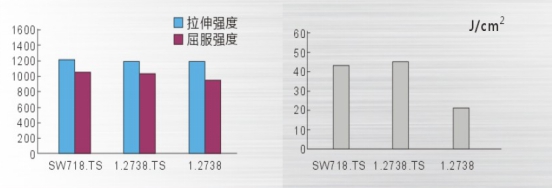
机械强度 | |
按GB/T 2975中规定取样,试样制作和测试方法按GB/T 229和GB/T 6397执行。测试温度为常温,样品硬度分别为SW718H.TS为335HBW,1.2738TS为330HBW,1.2738为332HBW。 | |
| |
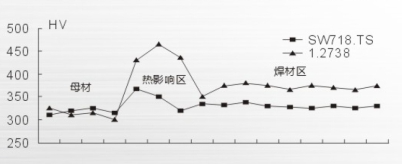
焊补性能 | |
焊接材料分别从SW718H.TS和1.2738.TSHH钢上切取,焊接试验在250~375℃进行,焊接后对两试样采用580℃回火2h,再测硬度。 | |
| |
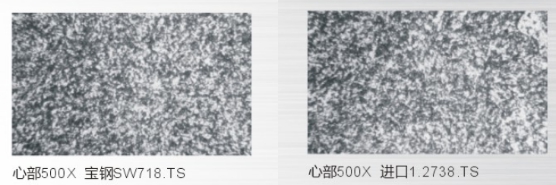
心部组织对比 | |
| |